

ແຜ່ນເຫຼັກເຫຼັກແມ່ນຂະບວນການຜະລິດທົ່ວໄປທີ່ໃຊ້ເພື່ອສ້າງອົງປະກອບແລະຜະລິດຕະພັນທີ່ຫລາກຫລາຍ. ຂະບວນການດັ່ງກ່າວກ່ຽວຂ້ອງກັບການເຮັດໃຫ້ແຜ່ນໂລຫະທີ່ເສື່ອມໂຊມໂດຍການບັງຄັບໃຊ້ກັບມັນ, ໂດຍປົກກະຕິແລ້ວໃຊ້ເບກກົດຫຼືເຄື່ອງທີ່ຄ້າຍຄືກັນ. ຕໍ່ໄປນີ້ແມ່ນພາບລວມຂອງຂະບວນການບິດໂລຫະແຜ່ນ:
1. ການຄັດເລືອກວັດສະດຸ: ຂັ້ນຕອນທໍາອິດໃນແຜ່ນເຫຼັກເຫຼັກຂະບວນການແມ່ນການເລືອກວັດສະດຸທີ່ເຫມາະສົມ. ວັດສະດຸທົ່ວໄປທີ່ສຸດທີ່ໃຊ້ສໍາລັບການເຮັດເຫຼັກແຜ່ນປະກອບມີເຫຼັກກ້າ, ອາລູມິນຽມແລະສະແຕນເລດ. ຄວາມຫນາຂອງແຜ່ນໂລຫະຍັງຈະເປັນປັດໃຈສໍາຄັນໃນການກໍານົດຂະບວນການບິດ. ທີ່ HY Metals, ພວກເຮົາໃຊ້ວັດສະດຸທີ່ລູກຄ້າລະບຸໄວ້.
2. ການເລືອກເຄື່ອງມື:ຂັ້ນຕອນຕໍ່ໄປແມ່ນເລືອກເຄື່ອງມືທີ່ເຫມາະສົມສໍາລັບການດໍາເນີນງານຂອງແຜ່ນເຫຼັກ. ການເລືອກເຄື່ອງມືແມ່ນຂຶ້ນກັບວັດສະດຸ, ຄວາມຫນາແລະຄວາມຊັບຊ້ອນຂອງງໍ.
ການເລືອກເຄື່ອງມືການງໍທີ່ເຫມາະສົມແມ່ນສໍາຄັນເພື່ອບັນລຸການເຮັດໃຫ້ມີຄວາມຊັດເຈນແລະຄຸນນະພາບສູງໃນຂະບວນການເຫຼັກແຜ່ນ. ນີ້ແມ່ນບາງຄໍາພິຈາລະນາທີ່ສໍາຄັນໃນເວລາທີ່ເລືອກເຄື່ອງມືບິດ:
2.1 ປະເພດວັດສະດຸແລະຄວາມຫນາ:ປະເພດວັດສະດຸແລະຄວາມຫນາຂອງແຜ່ນຈະສົ່ງຜົນກະທົບຕໍ່ການເລືອກເຄື່ອງມືບິດ. ວັດສະດຸທີ່ແຂງກວ່າເຊັ່ນ: ສະແຕນເລດອາດຈະຕ້ອງການເຄື່ອງມືທີ່ແຂງກວ່າ, ໃນຂະນະທີ່ວັດສະດຸອ່ອນກວ່າເຊັ່ນອາລູມິນຽມອາດຈະຕ້ອງການການພິຈາລະນາເຄື່ອງມືທີ່ແຕກຕ່າງກັນ. ວັດສະດຸທີ່ຫນາກວ່າອາດຈະຕ້ອງການເຄື່ອງມືທີ່ແຂງກວ່າເພື່ອທົນກັບແຮງບິດ.
2.2 ມຸມໂຄ້ງ ແລະ ລັດສະໝີ:ມຸມໂຄ້ງທີ່ຕ້ອງການແລະລັດສະໝີຈະກໍານົດປະເພດຂອງເຄື່ອງມືທີ່ຕ້ອງການ. ການປະສົມຕາຍແລະດີໃຈຫລາຍທີ່ແຕກຕ່າງກັນຖືກນໍາໃຊ້ເພື່ອບັນລຸມຸມໂຄ້ງສະເພາະແລະ radii. ສໍາລັບການໂຄ້ງທີ່ແຫນ້ນຫນາ, ການເຈາະແຄບແລະການຕາຍອາດຈະຈໍາເປັນ, ໃນຂະນະທີ່ radii ຂະຫນາດໃຫຍ່ຕ້ອງການການຕັ້ງຄ່າເຄື່ອງມືທີ່ແຕກຕ່າງກັນ.
2.3 ຄວາມເຂົ້າກັນໄດ້ຂອງເຄື່ອງມື:ໃຫ້ແນ່ໃຈວ່າເຄື່ອງມືງໍທີ່ທ່ານເລືອກແມ່ນເຂົ້າກັນໄດ້ກັບເຄື່ອງຫ້າມລໍ້ຫຼືເຄື່ອງບິດທີ່ຖືກນໍາໃຊ້. ເຄື່ອງມືຄວນຈະເປັນຂະຫນາດແລະປະເພດທີ່ເຫມາະສົມຂອງເຄື່ອງຈັກສະເພາະເພື່ອຮັບປະກັນການດໍາເນີນງານທີ່ເຫມາະສົມແລະຄວາມປອດໄພ.
2.4 ວັດສະດຸເຄື່ອງມື:ພິຈາລະນາວັດສະດຸຂອງເຄື່ອງມືບິດ. ເຄື່ອງມືແຂງແລະຫນ້າດິນມັກຈະຖືກນໍາໃຊ້ສໍາລັບການບິດທີ່ຊັດເຈນແລະທົນທານຕໍ່ກໍາລັງທີ່ກ່ຽວຂ້ອງກັບຂະບວນການ. ວັດສະດຸເຄື່ອງມືອາດຈະປະກອບມີເຫຼັກເຄື່ອງມື, carbide, ຫຼືໂລຫະປະສົມແຂງອື່ນໆ.
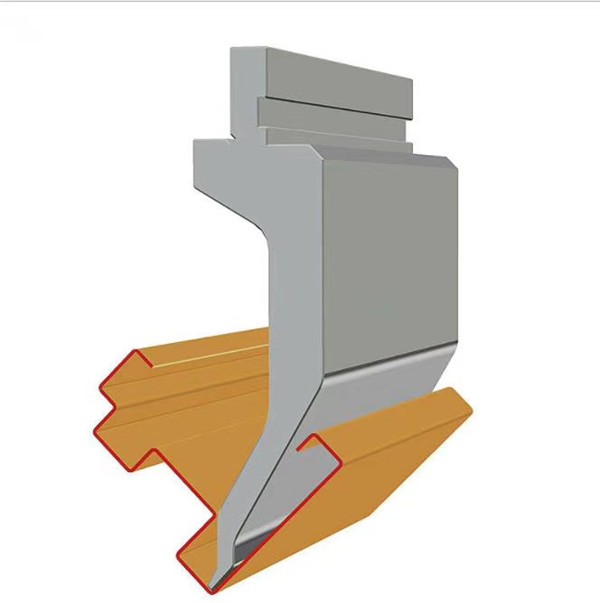
2.5 ຂໍ້ກໍານົດພິເສດ:ຖ້າສ່ວນທີ່ຖືກງໍມີລັກສະນະພິເສດ, ເຊັ່ນ: flanges, curls, ຫຼື offsets, ເຄື່ອງມືພິເສດອາດຈະຈໍາເປັນຕ້ອງໄດ້ບັນລຸລັກສະນະເຫຼົ່ານີ້ຢ່າງຖືກຕ້ອງ.
2.6 ການບໍາລຸງຮັກສາ mold ແລະອາຍຸການ:ພິຈາລະນາຄວາມຕ້ອງການບໍາລຸງຮັກສາແລະອາຍຸຍືນຂອງmold ງໍ. ເຄື່ອງມືທີ່ມີຄຸນນະພາບມີແນວໂນ້ມທີ່ຈະໃຊ້ໄດ້ດົນກວ່າແລະຖືກທົດແທນຫນ້ອຍລົງເລື້ອຍໆ, ຫຼຸດຜ່ອນເວລາຢຸດແລະຄ່າໃຊ້ຈ່າຍ.
2.7 ເຄື່ອງມືແບບກຳນົດເອງ:ສໍາລັບຂໍ້ກໍາຫນົດງໍທີ່ເປັນເອກະລັກຫຼືສະລັບສັບຊ້ອນ, ເຄື່ອງມືທີ່ກໍາຫນົດເອງອາດຈະຕ້ອງການ. ເຄື່ອງມືທີ່ກໍາຫນົດເອງສາມາດອອກແບບແລະຜະລິດເພື່ອຕອບສະຫນອງຄວາມຕ້ອງການເຈາະສະເພາະ.
ເມື່ອເລືອກເຄື່ອງມືບິດ, ມັນເປັນສິ່ງສໍາຄັນທີ່ຈະປຶກສາກັບຜູ້ສະຫນອງເຄື່ອງມືທີ່ມີປະສົບການຫຼືຜູ້ຜະລິດເພື່ອຮັບປະກັນວ່າເຄື່ອງມືທີ່ເລືອກແມ່ນເຫມາະສົມກັບຄໍາຮ້ອງສະຫມັກແລະເຄື່ອງຈັກສະເພາະ. ນອກຈາກນັ້ນ, ການພິຈາລະນາປັດໄຈຕ່າງໆເຊັ່ນຄ່າໃຊ້ຈ່າຍເຄື່ອງມື, ເວລານໍາ, ແລະການສະຫນັບສະຫນູນຜູ້ສະຫນອງສາມາດຊ່ວຍໃຫ້ການຕັດສິນໃຈທີ່ມີຂໍ້ມູນ.
3. ຕັ້ງຄ່າ: ເມື່ອວັດສະດຸແລະແມ່ພິມຖືກເລືອກ, ການຕິດຕັ້ງເບກກົດແມ່ນສໍາຄັນ. ນີ້ປະກອບມີການປັບຕົວ backgauge, clamping ແຜ່ນໂລຫະຢູ່ບ່ອນ, ແລະກໍານົດຕົວກໍານົດການທີ່ຖືກຕ້ອງກ່ຽວກັບເບກກົດ, ເຊັ່ນ: ມຸມໂຄ້ງແລະຄວາມຍາວຂອງງໍ.
4. ຂະບວນການບິດ:ເມື່ອການຕິດຕັ້ງສໍາເລັດແລ້ວ, ຂະບວນການບິດສາມາດເລີ່ມຕົ້ນໄດ້. ເບກກົດໃຊ້ຜົນບັງຄັບໃຊ້ກັບແຜ່ນໂລຫະ, ເຮັດໃຫ້ມັນຜິດປົກກະຕິແລະງໍກັບມຸມທີ່ຕ້ອງການ. ຜູ້ປະຕິບັດການຕ້ອງຕິດຕາມຂະບວນການຢ່າງລະມັດລະວັງເພື່ອຮັບປະກັນມຸມໂຄ້ງທີ່ຖືກຕ້ອງແລະປ້ອງກັນຄວາມບົກພ່ອງຫຼືຄວາມເສຍຫາຍຂອງວັດສະດຸ.
5. ການຄວບຄຸມຄຸນນະພາບ:ຫຼັງຈາກຂະບວນການບິດໄດ້ຖືກສໍາເລັດ, ກວດເບິ່ງຄວາມຖືກຕ້ອງແລະຄຸນນະພາບຂອງແຜ່ນໂລຫະທີ່ງໍ. ອັນນີ້ອາດຈະກ່ຽວຂ້ອງກັບການໃຊ້ເຄື່ອງມືວັດແທກເພື່ອກວດສອບມຸມງໍ ແລະຂະໜາດ, ເຊັ່ນດຽວກັນກັບການກວດສອບດ້ວຍສາຍຕາສໍາລັບຂໍ້ບົກພ່ອງ ຫຼືຄວາມບໍ່ສົມບູນ.
6. ການປະຕິບັດຫຼັງການງໍ:ອີງຕາມຄວາມຕ້ອງການສະເພາະຂອງພາກສ່ວນ, ການດໍາເນີນງານເພີ່ມເຕີມເຊັ່ນການຕັດ, ການເຈາະ, ຫຼືການເຊື່ອມໂລຫະອາດຈະຖືກປະຕິບັດຫຼັງຈາກຂະບວນການບິດ.
ໂດຍລວມ,ແຜ່ນເຫຼັກເຫຼັກເປັນຂະບວນການພື້ນຖານໃນການຜະລິດໂລຫະແລະຖືກນໍາໃຊ້ເພື່ອສ້າງຄວາມຫລາກຫລາຍຂອງຜະລິດຕະພັນ, ຈາກວົງເລັບງ່າຍດາຍກັບທີ່ຢູ່ອາໄສສະລັບສັບຊ້ອນແລະອົງປະກອບໂຄງສ້າງ. ຂະບວນການຮຽກຮ້ອງໃຫ້ມີການເອົາໃຈໃສ່ຢ່າງລະມັດລະວັງໃນການຄັດເລືອກວັດສະດຸ, ເຄື່ອງມື, ການຕິດຕັ້ງ, ແລະການຄວບຄຸມຄຸນນະພາບເພື່ອຮັບປະກັນການບິດທີ່ຖືກຕ້ອງແລະມີຄຸນນະພາບສູງ.
ເວລາປະກາດ: ກໍລະກົດ-16-2024